



如果你想要更深入地了解我们的酸洗磷化无缝钢管轴承钢管规格齐全实力厂家产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:酸洗磷化无缝钢管轴承钢管规格齐全实力厂家的图文介绍
浩融金属制品厂有限公司生产的 山西大同铜管等产品。我公司现已成为集 山西大同铜管技术咨询、产品设计、制造、安装调试、售后服务于一体的公司,形成了一整套规范化、科学化、系统化管理体系。 公司以“艰苦奋斗”为企业精神,“以顾客为中心,依靠科技创新、推出、节能,奉献社会”为企业理念,让用户满意。我公司诚挚欢迎新老客户光临惠顾!


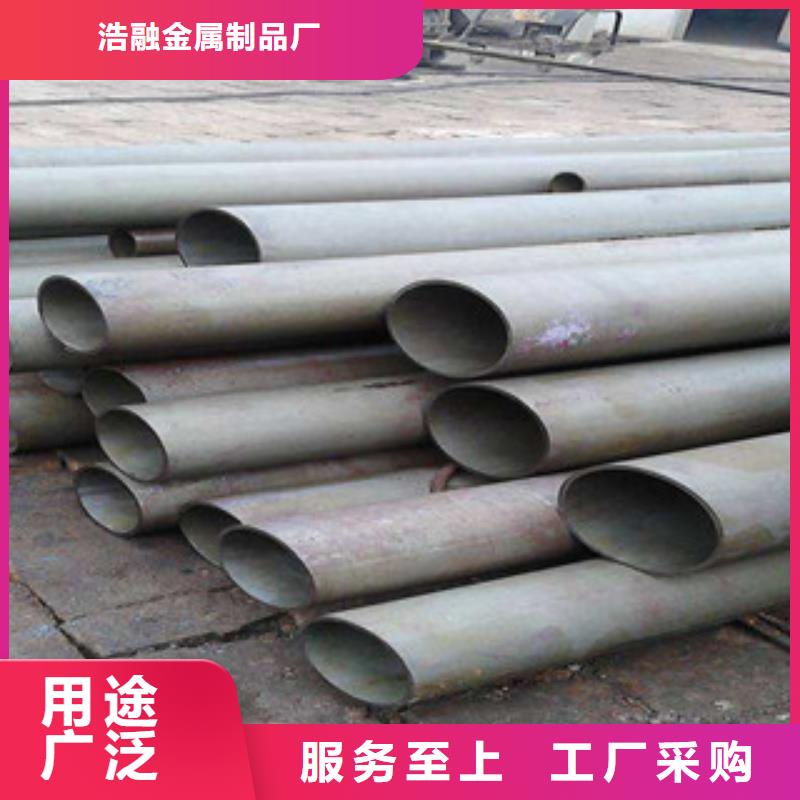
钝化无缝钢管使用方法
①初次使用本产品请小批量试作合格再批量生产,本品为原液常温使用。
②工件只能采取浸泡方式,常温下进行,时间约为15秒-3分钟左右。(具体时间可以根据所需的表面程度适当延长)即可达到平整光亮的效果。
③多数工件同时泡入时,工件不可重叠,需要不断晃动工件使其各个面均匀地接触药液,确保抛光效果。
④工件取出后必须立即冲水干净,否则会影响抛光效果和一致性。
⑤经多次抛光后,药液会逐渐转变绿色,属正常现象。
①初次使用本产品请小批量试作合格再批量生产,本品为原液常温使用。
②工件只能采取浸泡方式,常温下进行,时间约为15秒-3分钟左右。(具体时间可以根据所需的表面程度适当延长)即可达到平整光亮的效果。
③多数工件同时泡入时,工件不可重叠,需要不断晃动工件使其各个面均匀地接触药液,确保抛光效果。
④工件取出后必须立即冲水干净,否则会影响抛光效果和一致性。
⑤经多次抛光后,药液会逐渐转变绿色,属正常现象。


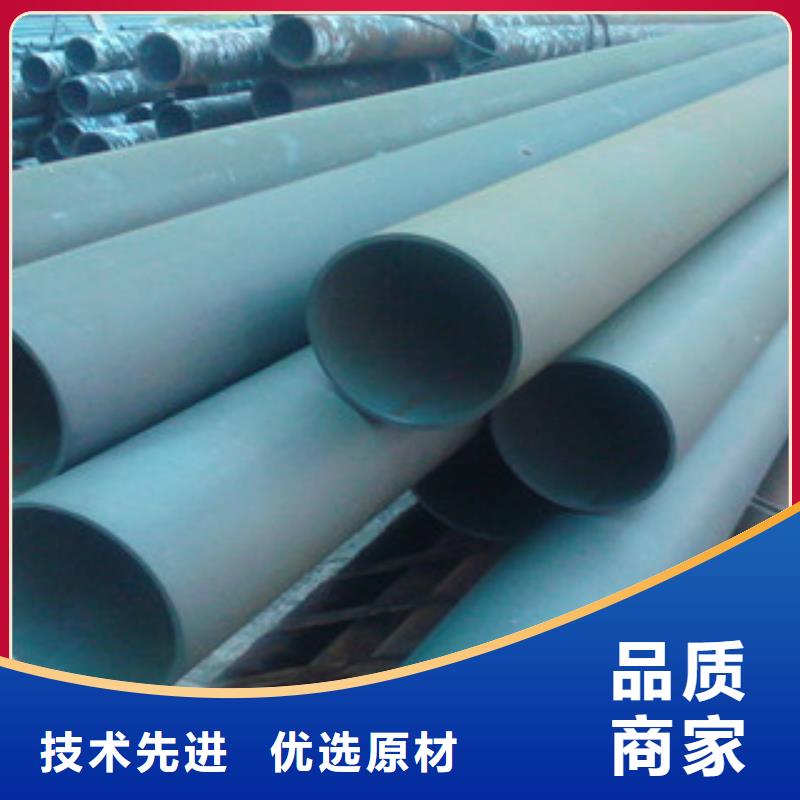
酸洗除锈、除氧化皮的方法是工业领域应用*为广泛的方法。利用酸对氧化物溶解以及腐蚀产生氢气的机械剥离作用达到除锈和除氧化皮的目的。酸洗中使用*为常见的是盐酸、硫酸、磷酸。由于在酸洗时产生有毒的二氧化氮气体,一般很少应用。盐酸酸洗适合在低温下使用,不宜超过45℃,使用浓度10% ~45%,还应加入适量的酸雾抑制剂为宜。硫酸在低温下的酸洗速度很慢,宜在中温使用,温度50~80℃,使用浓度10%~25%。磷酸酸洗的优点是不会产生腐蚀性残留物(盐酸、硫酸酸洗后或多或少会有少会有Cl-、SO42-残留),比较,但磷酸的缺点是成本较高,酸洗速度较慢,一般使用浓度10% ~40%,处理温度可常温到80℃。在酸洗工艺中,采用混合酸也是非常有效的方法,如盐酸-硫酸混合酸,磷酸-柠檬酸混合酸。




